What is an Overhead Conveyor?
An overhead conveyor is a system that moves materials or products above the ground using a chain. It’s often used in factories and warehouses to save floor space and move items more efficiently. This type of conveyor is essential in production facilities where parts need to move efficiently from one area to another, even through environments that are not human-accessible, such as high-temperature ovens or robotic work cells.
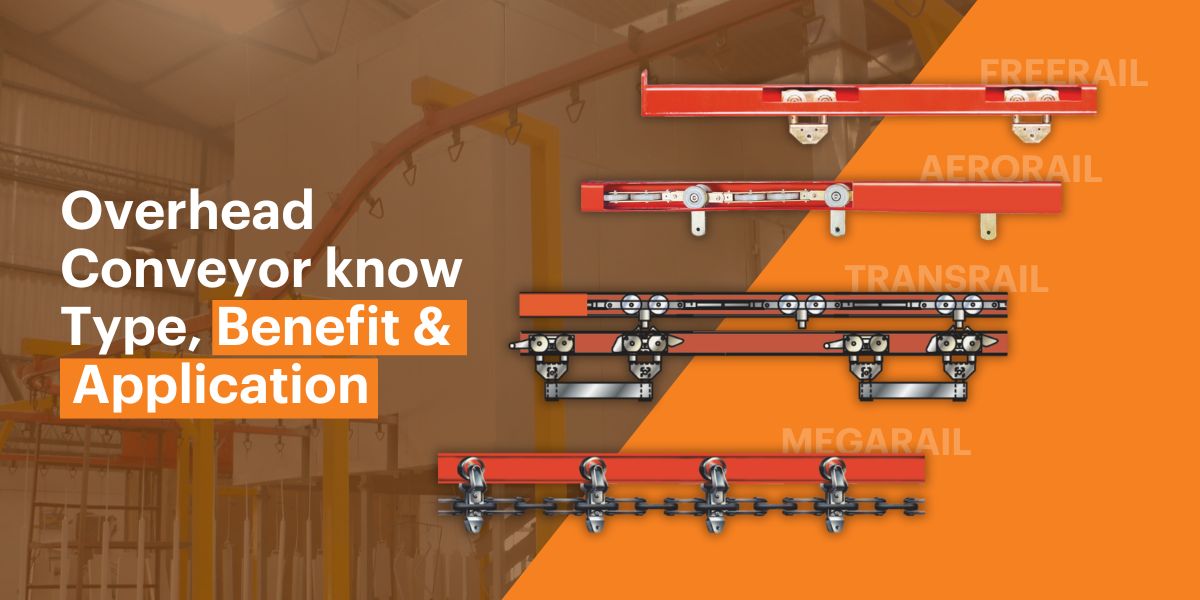
Types of Overhead Conveyors
Overhead conveyors vary based on several important factors:
Free Rail: Efficient, Cost-Effective Transport Solution
Free Rail is an ideal, budget-friendly choice for transporting items to various locations. It offers complete flexibility, allowing you to choose routes, raise, lower, tilt, queue, or hold as needed.
Manually operated trolleys, designed to carry loads of up to 80 kg or 160 kg, glide smoothly along an enclosed track, providing safe and reliable transport for your articles.
Aerorail: Advanced Overhead Chain Conveyor
Aerorail is an advanced, medium-duty overhead chain conveyor system featuring a fully enclosed chain design. Ideal for continuous material transport, it efficiently moves items from one point to another, seamlessly carrying them through various process stations.
Transrail: Fully Flexible Conveyor System
Transrail offers unparalleled flexibility in material handling. Its design features an upper track with a powered chain and trolleys on a lower track. Trolleys can either move along with the main chain or be stopped, diverted, dropped vertically, and rejoined at any point on the main line—providing versatile transport options to meet diverse operational needs.
Megarail: Ultimate Flexible Conveyor Solution
Megarail is designed for heavy material transportation. Featuring an upper track with a powered chain and trolleys on a lower track, it allows trolleys to either move along the main chain or be stopped, diverted, dropped vertically, and rejoined at any point on the main line. This adaptability makes Megarail perfect for complex transport needs across various processes.
Key Components of Overhead Conveyor Systems
- Track System: The starting point, with options in length and material. For motorized systems, high-quality Unibilt track sections can be combined and expanded using welded or bolted connectors.
- Chain System: Specialized chains, like the Unibilt chain, ensure smooth, low-friction movement through the track with options for hinged track sections for easy chain installation and removal.
- Trolley Attachments: Available in various designs to securely carry loads, rotate parts, or provide flexibility on inclined tracks.
- Drive Units: A drive unit powers the system, with electric motors and gearboxes that offer different speed options, including safety shut-off features and Variable Frequency Drive (VFD) support for custom speed control.
- Gravity Tension System: The tension system maintains chain stability, right amount tension eliminating chances of over or under tension.
Benefits of Choosing Overhead Conveyors
1. Design Flexibility:
Overhead systems can be custom-built to navigate tight spaces with precision, supporting different layouts with minimal modification. Our conveyor tailored to handle various load sizes and meet specific operational needs.
2. Saves Space:
Overhead conveyors make use of the area above the workspace, keeping the floor clear and open for other activities.
3. Smooth Material Movement:
They move goods automatically, reducing the need for manual work and making the process faster and more efficient.
4. Enhanced Workplace Safety and Cleanliness:
Enclosed track designs prevent contaminants from reaching the parts, while inverted setups minimize dust and grease contamination in paint or cleanroom environments.
5. Modular and Scalable:
From small hand-pushed installations to large motorized systems, overhead conveyors are easy to expand or adapt, making them suitable for growing production lines.
Industries That Commonly Use Overhead Conveyors
Manufacturing: Used in assembly lines to transport raw materials and finished goods.
Automotive: Essential in production lines for moving vehicles through different stages.
Food Processing: Ideal for moving items along packaging and processing lines.
Warehousing: Streamlines the flow of goods in storage and distribution centers.
Painting & Coating: Efficiently moves items through paint booths and drying areas.
Choosing the Right Overhead Conveyor
Choosing an appropriate overhead conveyor system depends on load requirements, layout constraints, and the specific application. Consider consulting an expert or civil engineer for the structural support setup to ensure that the chosen conveyor meets load requirements without compromising safety or efficiency.
if you’re looking for a material handling system that’s built to last, adapts to your workflow and keeps production moving without downtime, Statfield’s overhead conveyor systems are a smart bet. They’re engineered for heavy industrial use, customizable to your space and backed by decades of experience in solving real shop-floor challenges. When reliability and efficiency matter, Statfield delivers not just equipment, but peace of mind.
Frequently Asked Questions (FAQs) Overhead Conveyor Systems
What is an overhead conveyor system?
An overhead conveyor system transports goods by carriers them & move along a rail or track installed above the work area.
What types of loads can be carried?
Statfield overhead conveyors can move a wide variety of loads, including awkward or unbalanced items, heavy industrial parts, textiles, painted assemblies, and more.
What industries use overhead conveyors?
Statfield overhead conveyor are widely used in Industries such as automotive, apparel and textiles, electronics, warehousing, logistics and manufacturing regularly use overhead conveyors.
What about maintenance requirements?
Statfield Overhead Conveyor maintenance is generally low, involving periodic inspection, lubrication, and occasional replacement of wear parts.
Can overhead conveyor technology equipped with RFID technology?
Yes, overhead conveyor technology from Statfield System can be equipped with RFID technology.
